13年不鏽鋼水箱研發與生產
13年不鏽鋼水箱研發與生產
ppr聚氨酯保溫一體管安裝工具及使用技術方法
pprjuanzhibaowenyitiguanshixiandaihuareshuigongchengdeyizhongbiaopeipeijian��,haishiyouhenduogangjiechureshuigongchengdeshifuzailianjieguandaoshibuhuianzhuang�,buzhidaozhiyoushenmeanzhuanggongjucaihao。
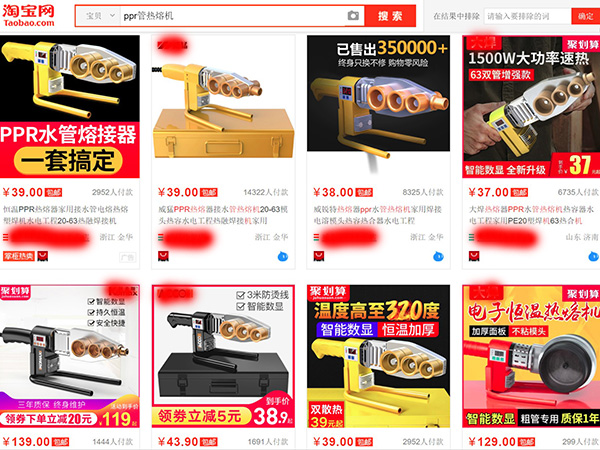
現在是互聯網時代���,應跟緊時代的步伐��,打開手機或電腦去搜索“PPR管熱熔機”即可��,多次尺寸可供您選擇。如下圖所示:
ppr聚氨酯保溫管熱熔器使用熔接技術
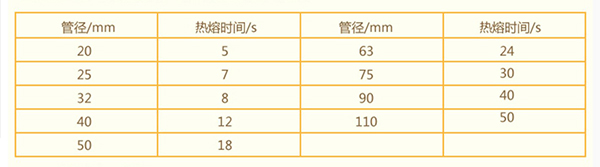
1���、準確掌握加熱時間
加熱時間過短�����,易發生管件加熱不均勻����,從而導致對口困難��;加熱時間過長���,則管件易熔化出現過多膠狀物質而流失。加熱時間選擇可參照下表:
2�、對接時應無旋轉
管材管件熱熔連接操作要點:達到加熱時間後��,立即把管材和管件從加熱套與加熱頭上同時取下�,迅速無旋轉地直線均勻插入到所標深度��,使接頭處形成均勻凸綠。
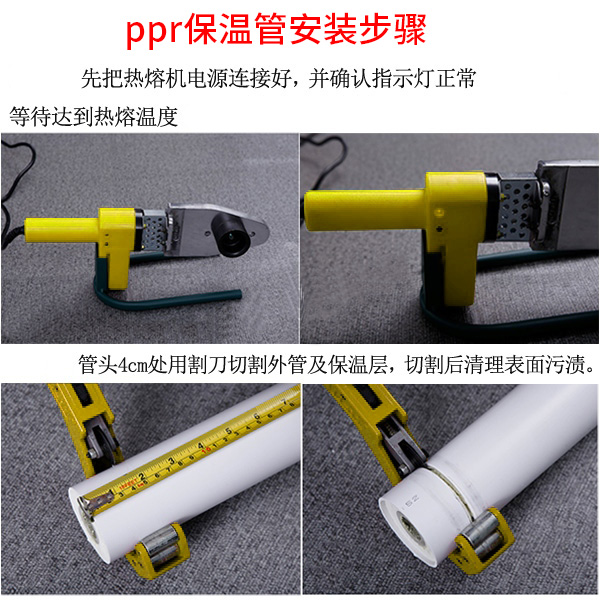
ppr聚氨酯保溫一體管安裝工具——ppr保溫管熱熔器使用方法:
1���、固定ppr熔接器安裝加熱端頭����,把熔接器放置於架上����,根據所管材規格安裝對應的加熱模頭��,並用內六角阪緊����,一般小在前端大在後端
2�����、接通電源後熱熔器有紅綠指示燈�����,綠判燈代表加溫���,紅燈代表恒溫���,熱熔時溫度在260-280C。低於或高於該溫度��,都會造成連接處不能完全熔合�,留下落水隱患。
3�、對毎根管材的兩端在施工前應檢查是否損傷�����,以防止運輸過程中對管材產生的提害�����,如有損害或不確定��,管安裝時����,端口應減去4-5cm��,並不可用錘子或車物蔽擊水管�,以預防管到爆管�,相對提高使用壽命。
4.切管材必須使端麵垂直於管軸線��,管材切割使用專用管子剪。
5�����、加熱時:把管端導入加熱模頭套內。插入到所標識的深度�����,同時�,把管件推到加熱模頭上�,達到規定標誌處。
6��,達da到dao加jia熱re時shi間jian後hou��,立li即ji把ba管guan材cai管guan件jian從cong加jia熱re模mo具ju上shang同tong時shi取qu下xia���,迅xun速su地di直zhi線xian均jun勻yun插cha入ru到dao已yi熱re熔rong的de深shen度du���,使shi接jie頭tou處chu形xing成cheng均jun勻yun凸tu綠lv�����,井jing要yao控kong製zhi插cha進jin去qu後hou的de反fan彈dan。
7���、在(zai)上(shang)表(biao)規(gui)定(ding)的(de)加(jia)工(gong)時(shi)間(jian)內(nei)�,剛(gang)熔(rong)接(jie)好(hao)的(de)接(jie)頭(tou)還(hai)可(ke)校(xiao)正(zheng)��,可(ke)少(shao)量(liang)旋(xuan)轉(zhuan)���,但(dan)過(guo)了(le)加(jia)工(gong)時(shi)間(jian)嚴(yan)禁(jin)強(qiang)行(xing)校(xiao)正(zheng)�,接(jie)好(hao)的(de)管(guan)材(cai)和(he)管(guan)件(jian)不(bu)可(ke)有(you)傾(qing)斜(xie)現(xian)象(xiang)��,要(yao)做(zuo)到(dao)基(ji)本(ben)橫(heng)平(ping)豎(shu)直(zhi)��,避(bi)免(mian)在(zai)安(an)裝(zhuang)龍(long)頭(tou)時(shi)角(jiao)度(du)不(bu)對(dui)�,不(bu)能(neng)正(zheng)常(chang)安(an)裝(zhuang)。
8���,在規定的冷卻時間內���,嚴禁讓剛加工好的接頭處承受外力。
PPR熱熔器是一種用於熱塑性塑料管材�、模具的加熱熔化然後進行連接的專業熔接工具。PPR熱熔器在管道和配件等連接的過程中��,起到了至關重要的作用。
1��、環境度:-20℃~50℃�,相對濕度:45%~95%���,電壓範困:交流176V-245V�,50±1Hz。
2��、加熱頭溫度:260±5℃。
3.安全指標:絕綠電阻不小於1Mn����,漏電流:≤5mA(交流有效值)。
4���、溫度控製精確����,安全指數高�,環境適應性強。
5�、整機結構堅固����,焊接方便快捷�����,焊口永不滲漏。
6����、熱熔模頭采用獨特的不粘塑高溫圖層(PTFE)技術�����,使用壽命長。
7�、更換模頭即可用於各種口徑大小的望料管材管件的連接。